










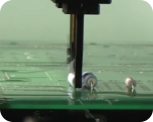
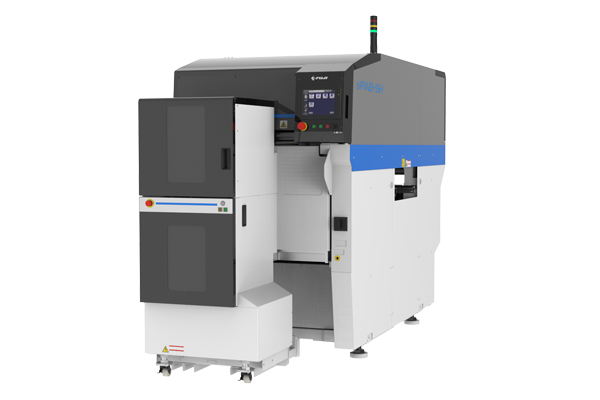
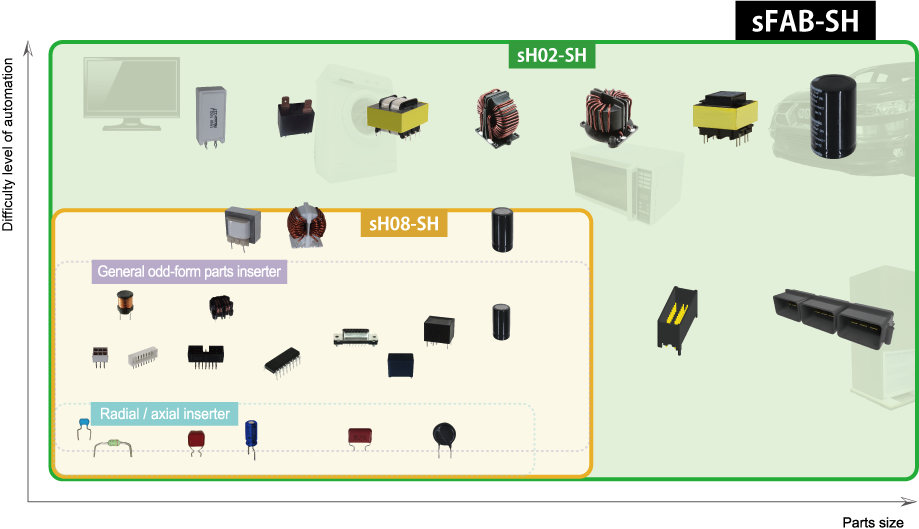
sFAB-D machines have continued to evolve since their release to the market. They are able to insert parts into various panels with a wide range of support in part packaging. As an entry model, sFAB-SH machines are now added into the same product lineup.
In addition to the advanced versatility, scalability, and productivity of the sFAB-D machines, this machine specializes in general panel assembly as embodied in its simple platform that makes it easier to introduce.





 Contact
Contact






