
Towards a people-independent insertion process
An automation platform that supports high-mix, low-volume production
From leveraging manual processes at introduction to full automation that adapts to changing production requirements, the sFAB-D is an assembling system that automates insertion processes through a step-by-step approach.
Download the catalogSTRENGTH
01
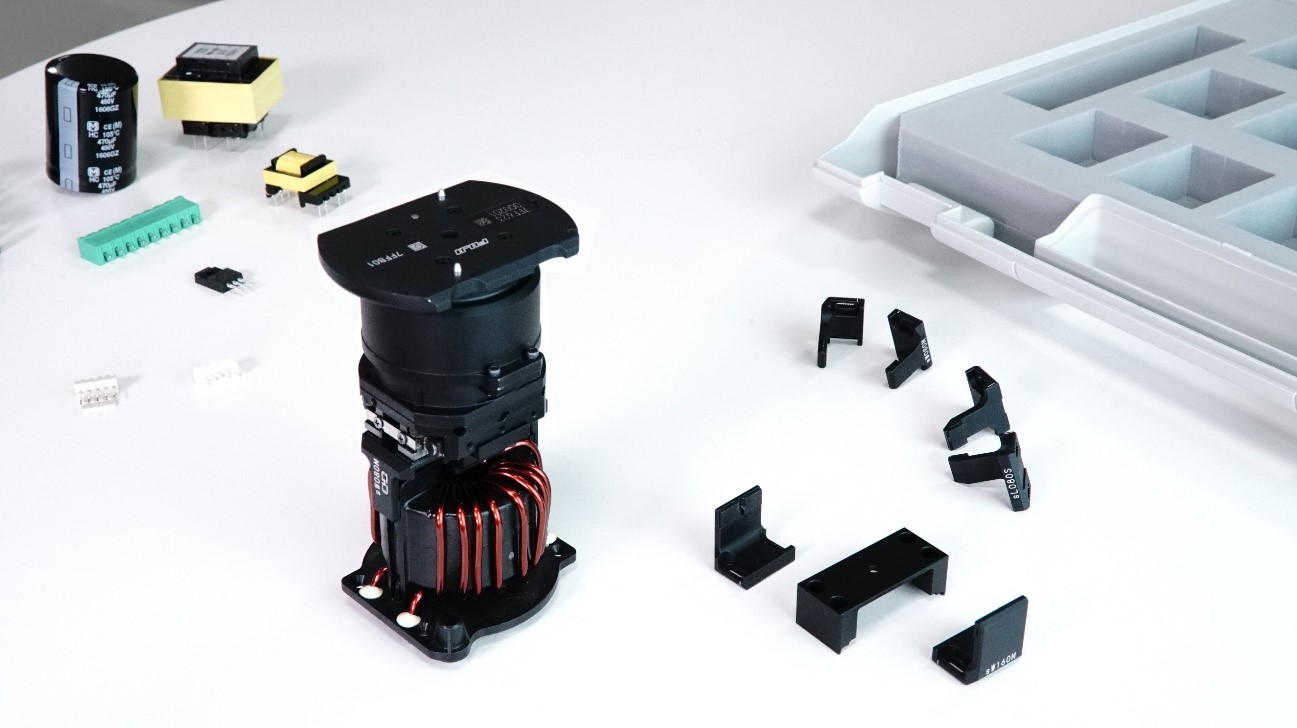
The sFAB-D supports a wide range of parts, from radial and axial parts to large odd-form parts, and loose supplied parts.
This eliminates restrictions caused by part supply packaging and handling methods.
Parts supplied in bulk
Five types of loose parts can be simultaneously supplied
Easy changeover


Loose parts supply unit
BPU2
02
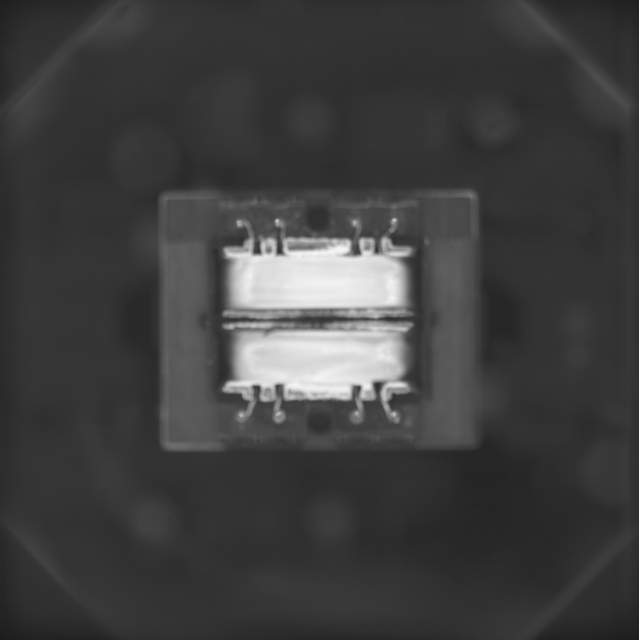
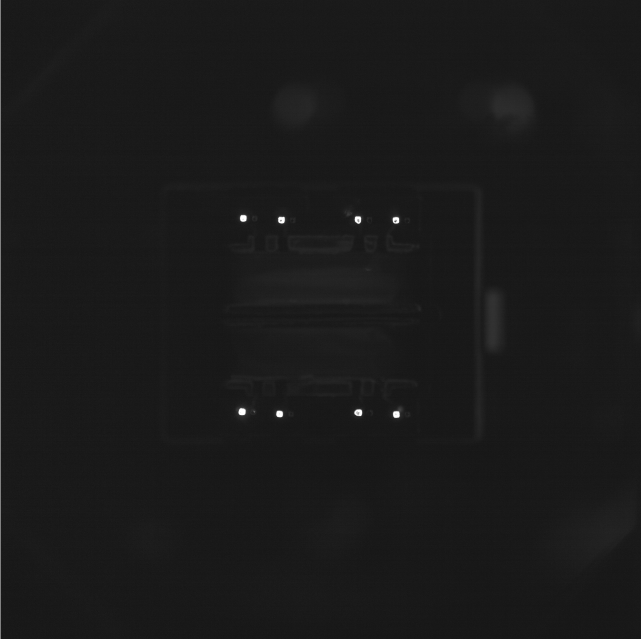
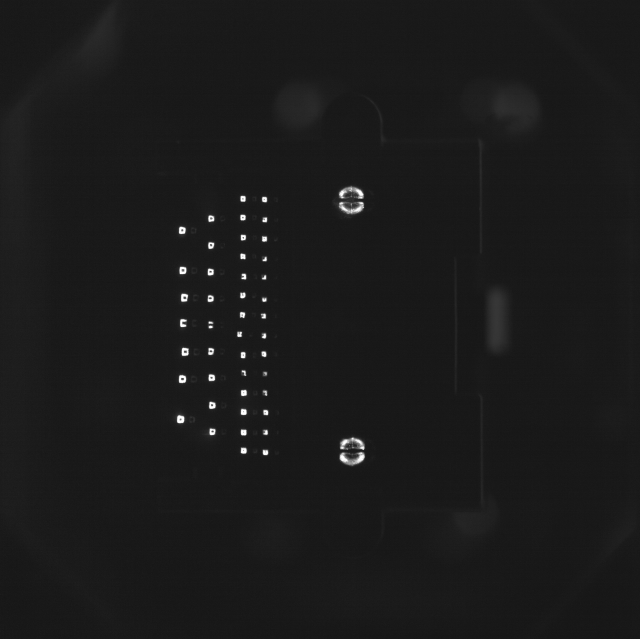
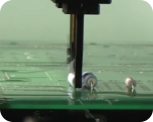
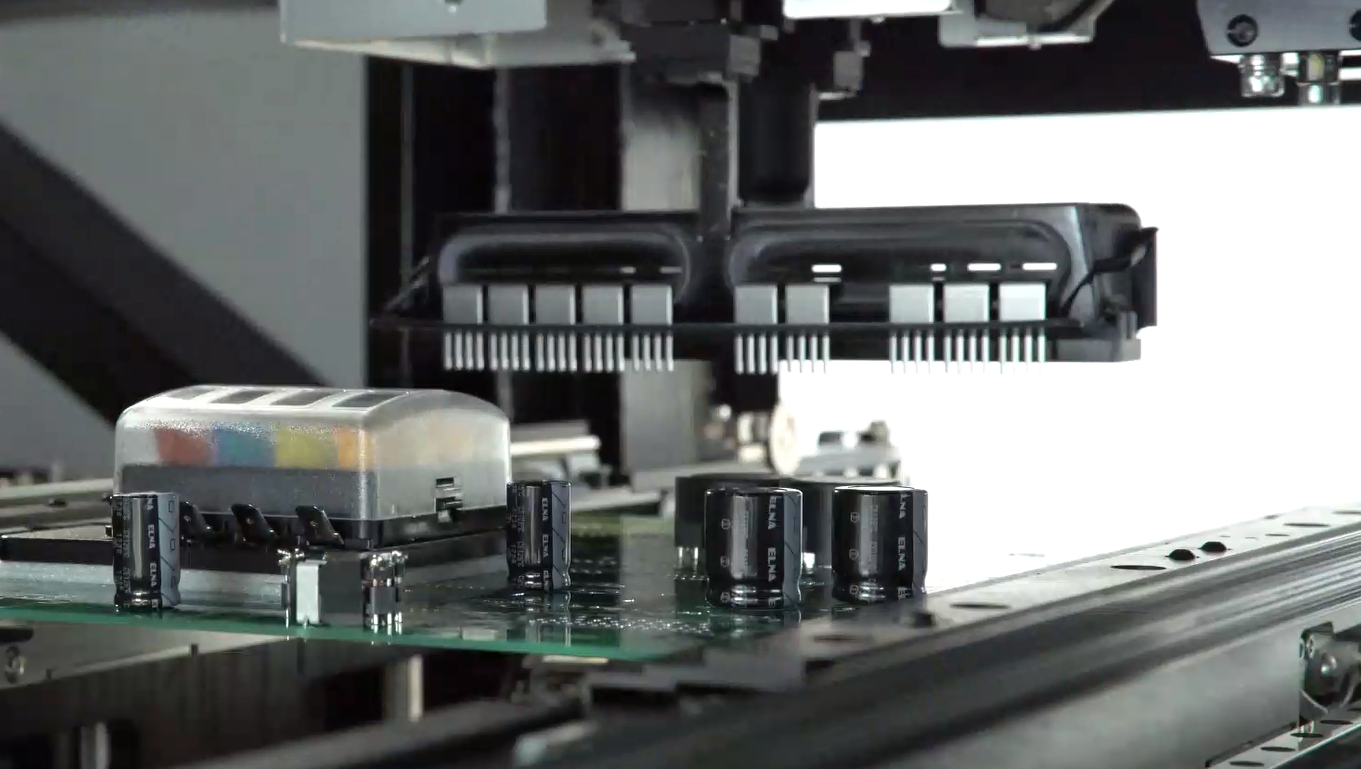
Only the tips of pins are captured with high contrast by directly illuminating the outer circumference.
Precise pin positioning combined with bend and misalignment detection ensures consistent insertion quality.
Standard camera
Sidelight camera
03
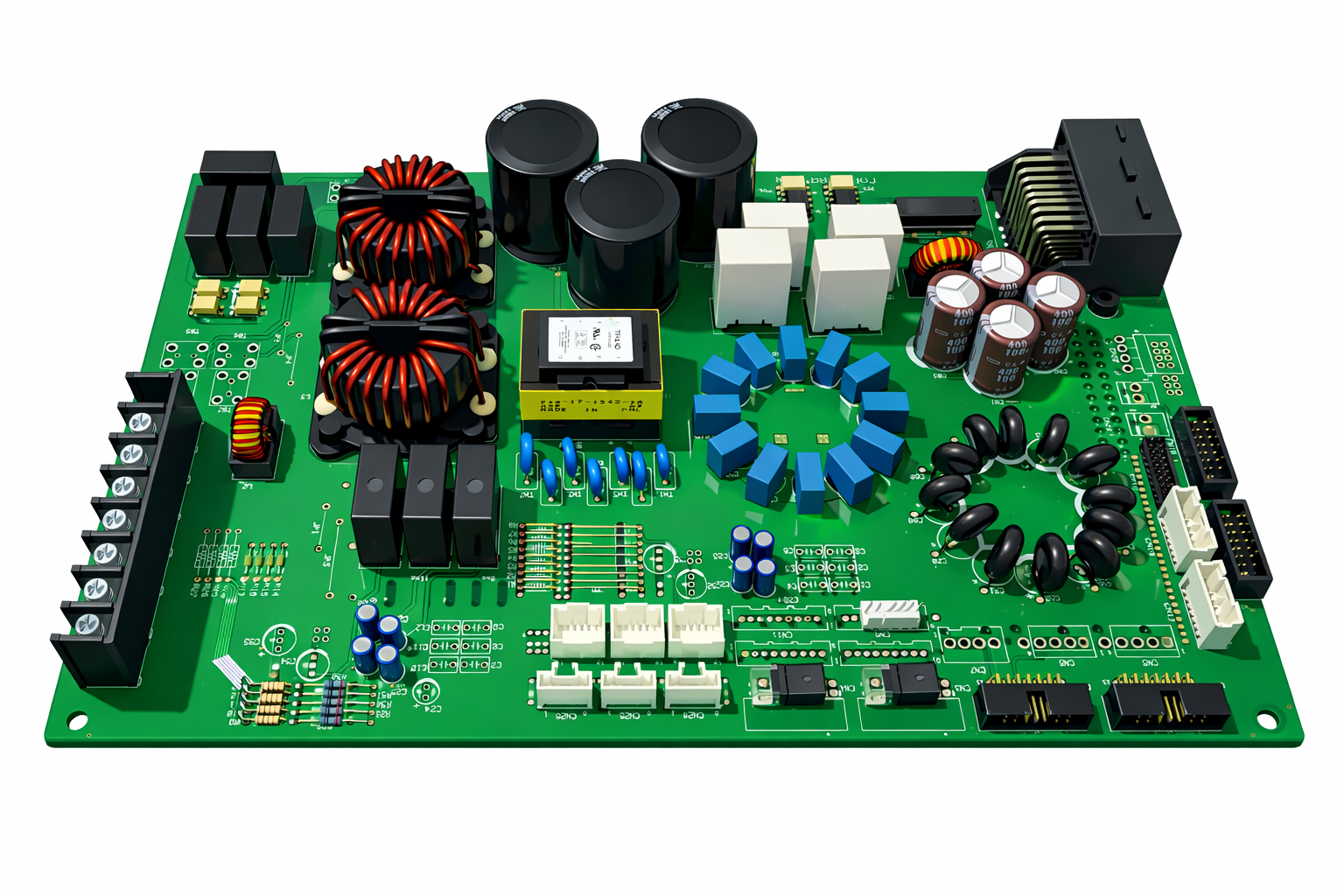
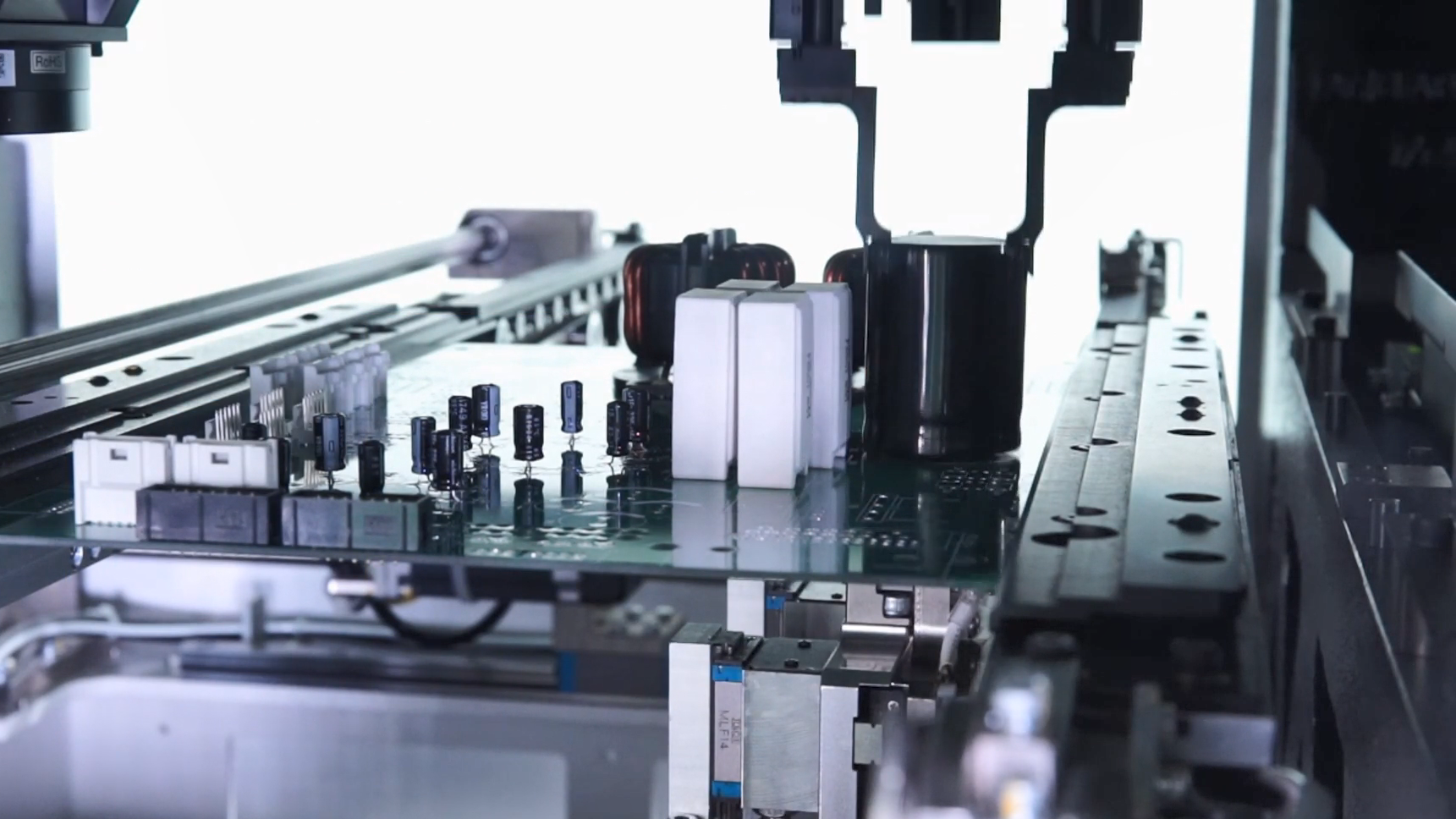
Tall parts exceeding 2 inches or large heavy parts exceeding 100 g can be inserted at high speeds.
The machine automatically exchanges between nozzles that pick up the top surface of parts, part lead chucks that clamp the leads of parts, and body chucks that hold the part main body as required. This enables the machine to flexibly and reliably support a wide range of part shapes.
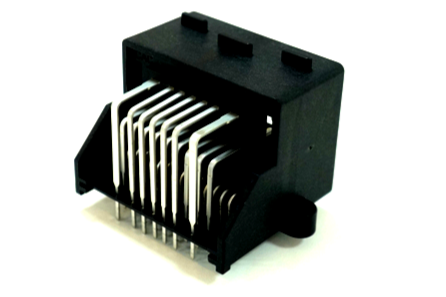
Large connector
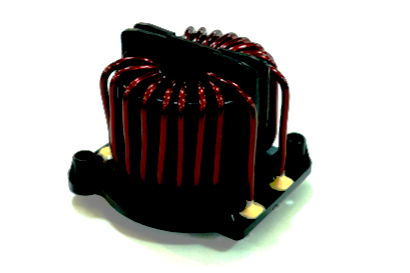
Heavy coil

Tall capacitor
From introductions that build on existing manual operations to fully automated solutions optimized to production scale and processes,
the sFAB-D delivers customer-focused automation.
| Head | sH02 | sH08 | sOF |
|---|---|---|---|
| Supported part sizes | 1608 (0603") to 200 x 200 mm Height: 75 mm |
1608 (0603") to 24 x 24 mm Height: 20 mm |
1608 (0603") to 52 x 52 mm Height: 65 mm |
| Maximum transportable part weight | 700 g | 50 g | 600 g |
| Supported panel sizes Single conveyor (L×W) (for shift panel conveyance) |
48 × 48 to 600 × 435 mm Panel thickness: 0.4 to 8.0 mm |
||
| Supported panel sizes Cut & clinch conveyor (L×W) (for shift panel conveyance) |
48 × 48 to 550 × 320 mm Panel thickness: 0.4 to 5.0 mm |
||
| Supported assembly parts | Axial parts, radial parts, DIP parts, odd-form parts | ||
ISSUE
Manual processes become more
complex due to
increased product variety
There are variations in
quality and work time
Takes time
to educate
All of these affect quality and productivity
SOLUTION
Automating manually dependent processes reduces training burdens and ensures consistent quality,
even for complex operations, regardless of skill levels.

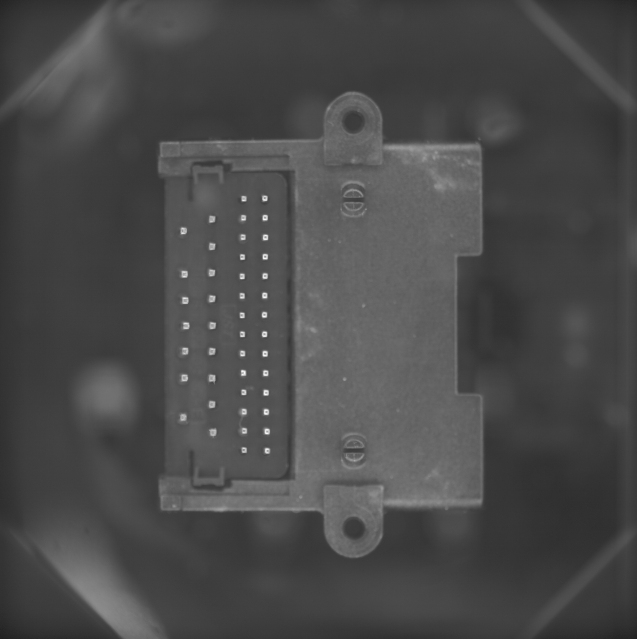
The direction is checked by taking images of the top surface of the part, and the tool is turned so that it faces the correct direction.
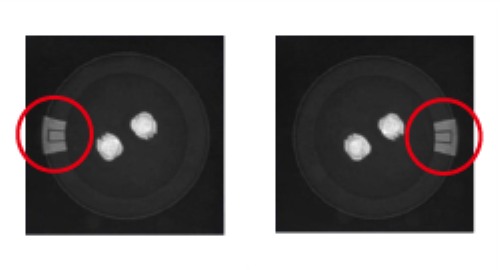
After checking the lead positions, the direction is checked and the tool is turned so that the part faces the correct direction.
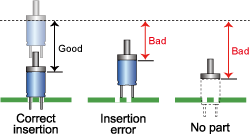
Success or failure of insertion is determined by the difference in the Z-axis stroke.
Download the sFAB-D catalog for detailed information.
If you have any questions about implementation, feel free to contact us using the inquiry form.
















 Contact
Contact


